Concrete Cylinder Moulds: What AS 1012 Requires and What To Look For

Every compressive strength result starts in the mould. If the specimen isn’t formed to the right dimensions, with uniform density and a consistent internal surface, the test is compromised before it even begins. For CMT labs that run hundreds of specimens a week, the AS 1012 concrete cylinder mould isn’t just a container – it’s the first step in the testing process.
AS 1012 sets the benchmark. But the standard tells you what the specimen needs to be, not necessarily what to look for when you’re choosing moulds. This article covers what the standard requires, where the practical differences between moulds show up, and what’s worth specifying when you’re ordering.
What AS 1012 actually requires
AS 1012 (Methods of Testing Concrete) specifies the procedures for making and curing concrete test specimens. The standard defines the specimen geometry – typically 100mm diameter × 200mm height for standard cylinder moulds – and the conditions under which they must be formed, compacted, and cured.
An AS 1012 Concrete Cylinder Mould needs to produce specimens that meet dimensional tolerances consistently across batches. That means the internal surface must be uniform, the base must be flat and perpendicular to the cylinder wall, and the mould must hold its shape under repeated use without deforming. The standard doesn’t mandate a specific material for the mould, but the dimensional requirements effectively set the performance bar that the mould must meet every time.
For labs operating under NATA accreditation, the moulds are part of the equipment register and subject to calibration and inspection schedules. A mould that drifts out of tolerance – through wear, denting, or deformation – puts test results at risk and can trigger non-conformance findings during audits.
Steel vs Plastic: Why It Matters
Plastic moulds exist. They’re lighter and cheaper upfront. For low-volume or site-based work where moulds are used occasionally, they can be adequate.
For high-volume CMT labs, a steel AS 1012 Concrete Cylinder Mould is the standard for good reason.
Dimensional stability. Steel doesn’t flex under compaction. When a vibrating table or tamping rod is used to compact concrete into a mould, the walls need to resist outward pressure without deforming. Plastic moulds flex – marginally, but enough to affect specimen geometry over repeated cycles.
Longevity. A well-maintained steel mould can last for years in a high-volume lab. Plastic moulds wear faster, scratch internally (affecting surface finish), and become brittle with UV exposure if stored outdoors between projects.
Internal surface finish. Steel provides a consistently smooth bore. The internal surface of the mould directly affects the specimen’s surface finish, which in turn affects how the load is distributed during compressive testing. A rough or inconsistent internal surface introduces variability into test results.
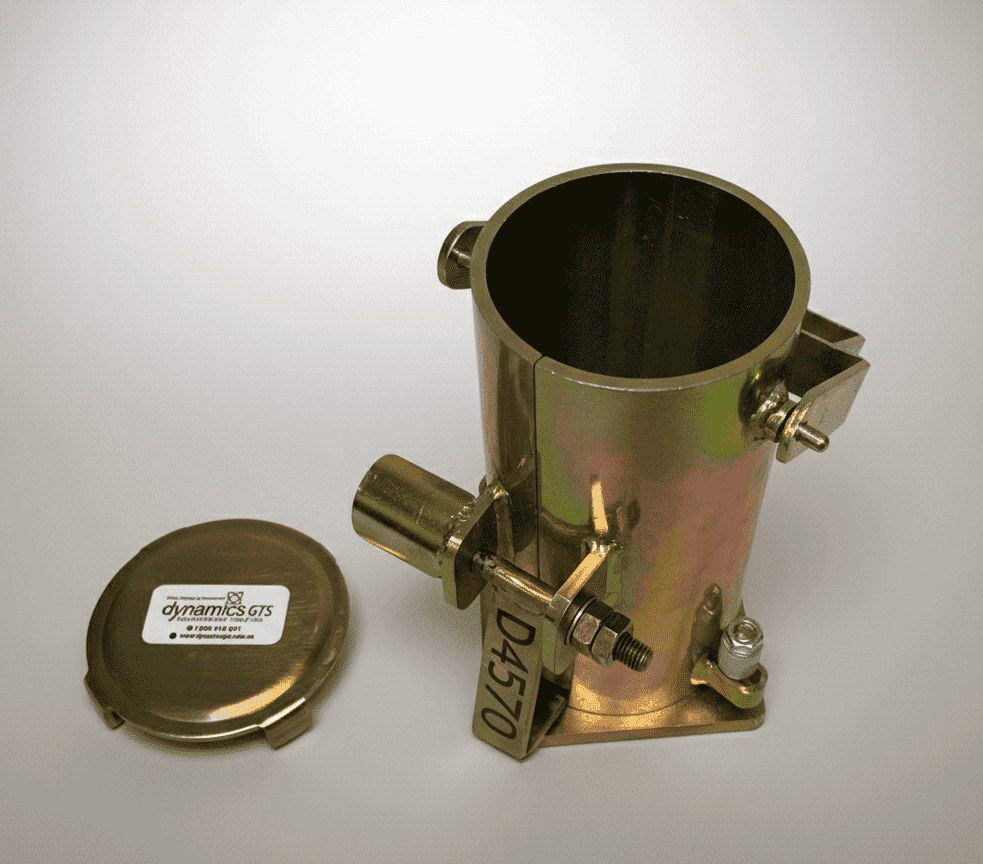
Specimen release. This is where the split-body design in steel moulds earns its value. A split mould opens cleanly along the join line, allowing the cured specimen to be released without tapping, prying, or twisting. Damage-free release preserves the specimen surface and eliminates the micro-cracking that can occur when specimens are forced out of single-piece moulds.
What To Look for When Specifying Moulds
Beyond basic AS 1012 compliance, there are practical features that distinguish a mould you’ll replace in a year from one that will stay in service and remain accurate.
Split-body with heavy-duty fasteners. The joint needs to be tight enough to prevent grout leakage during compaction, and the fasteners need to hold alignment over thousands of cycles. Loose joints or lightweight clips lead to flash lines on the specimen and eventual dimensional drift.
Lid options. Spring lids seat under spring tension and maintain consistent contact pressure during curing. Standard lids sit under their own weight. For high-volume work where consistency matters across hundreds of specimens, spring lids reduce operator variability – the lid seats the same way every time, regardless of who’s making the specimen.
Handle design. Moulds get carried, stacked, and moved constantly in a working lab. Handles need to be robust enough for daily handling and positioned so the mould can be carried when full of wet concrete without the lid dislodging.
Internal finish. Run your finger inside a new mould. It should be uniformly smooth with no marks, weld spatter, or rough spots. Over time, check for scoring or corrosion – both are signals that the mould needs replacing.
Asset Management: An Important Detail
CMT labs accredited by NATA maintain equipment registers. Every mould in service needs to be identifiable, traceable, and linked to calibration records. This is where most labs rely on adhesive labels or hand-written markers – both of which wear off, get misread, or fall off entirely in a wet lab environment.
Permanent asset stamping – numbers stamped directly into the mould handles – solves this. Each mould carries a unique identifier that can’t be removed, smudged, or lost. It ties directly into your equipment register, making audit traceability straightforward.
Custom logo branding serves the same purpose for multi-site operations or hire fleets. A branded mould is identifiable at a glance – useful when moulds move between sites, between labs, or between contractor and client.
These aren’t features most suppliers offer as standard. They’re worth asking about.

Frequently Asked Questions (FAQs)
Does AS 1012 specify steel moulds? No. The standard specifies specimen dimensions and tolerances, not mould materials. However, steel moulds are the practical standard for high-volume labs because they maintain dimensional accuracy over more cycles than plastic alternatives.
How often should moulds be checked? NATA-accredited labs should include moulds in their calibration schedule. At a minimum, check the internal diameter and height annually, and inspect the internal bore for scoring or corrosion before each testing campaign.
What’s the difference between spring and standard lids? Spring lids apply consistent seating pressure through a spring mechanism, reducing operator variability during specimen preparation. Standard lids rely on gravity. For high-volume work, spring lids offer better consistency.
Learn more about the Dynamics GTS Concrete Cylinder Mould.
Ordering details: Steel Concrete Cylinder Moulds are available in a 100 × 200mm configuration with spring or standard lids. Custom logo branding and permanent asset number stamping available on request. Request Quote → or call 1800 518 051.